Su guía para el futuro del almacenamiento inteligente

La industria del almacenamiento se encuentra en una encrucijada. Las instalaciones tradicionales optimizadas para el almacenamiento y la distribución a granel luchan por satisfacer las demandas del cumplimiento del comercio electrónico bajo demanda. Las expectativas de entregas más rápidas y la complejidad de los pedidos exigen un enfoque más racionalizado. Esto ha provocado el auge del almacenamiento inteligente: un enfoque inteligente de la distribución que aprovecha las tecnologías y los datos avanzados para optimizar la forma en que se almacenan, recogen, embalan y envían las mercancías.
Siga leyendo para explorar cómo los almacenes inteligentes utilizan la automatización y la tecnología para aumentar las capacidades humanas y abordar los retos logísticos en constante evolución. Además, acceda a nuestra guía sobre la realidad aumentada en los almacenes. Examinaremos el estado actual de los almacenes modernos y las estrategias innovadoras para aumentar la eficiencia, la resistencia y la competitividad.
EN ESTE ARTÍCULO
¿Qué es un almacén inteligente?
El estado del almacenamiento inteligente
Retos del almacenamiento inteligente
Estrategias inteligentes de almacenamiento
Tecnologías de almacenamiento inteligente
El elemento humano en el almacenamiento inteligente
Ventajas del almacenamiento inteligente
El futuro del almacenamiento inteligente
¿Qué es un almacén inteligente?
Un almacén inteligente es un centro de cumplimiento que utiliza tecnologías avanzadas y sistemas automatizados para optimizar la forma en que se almacenan, recogen, embalan y envían las mercancías. Estas instalaciones inteligentes crean un ecosistema basado en datos de tecnologías interconectadas que trabajan con los empleados para agilizar los procesos, reducir los errores y aumentar la eficiencia
Imagínese:
- Sistemas de gestión de almacenes (SGA) que se comunican con robots móviles autónomos para agilizar el movimiento de mercancías por el almacén
- Sensores que proporcionan datos en tiempo real sobre los niveles de inventario
- Inteligencia aumentada que guía a los trabajadores en tareas complejas
Este enfoque moderno de la gestión de almacenes es la culminación de años de innovación. Veamos cómo se ha transformado el almacenamiento a lo largo de la historia, allanando el camino para los almacenes inteligentes de hoy en día.
El auge del comercio electrónico y el almacenamiento inteligente
El auge de las compras en línea transformó las expectativas de los consumidores en torno a los plazos de entrega. La rapidez en la entrega se convirtió en la nueva norma, presionando a los almacenes para que se adaptaran. Cumplir con los altos volúmenes de pedidos individuales en línea de forma rápida y precisa requirió que los almacenes pasaran de gestionar grandes envíos a granel a un enfoque justo a tiempo que priorizara los artículos individuales. Los almacenes empezaron a aprovechar la automatización para aumentar las capacidades humanas y optimizar la eficiencia.
A medida que el comercio electrónico sigue creciendo, su impacto en el almacenamiento es profundo. Según CBRE, se espera que el mercado estadounidense del comercio electrónico alcance el 26% de todas las ventas al por menor en 2025, lo que requerirá 330 millones de pies cuadrados más de espacio de almacenamiento y distribución.
El estado del almacenamiento inteligente
A medida que florece el comercio electrónico, no son sólo los almacenes los que se enfrentan a retos. Toda la cadena de suministro, desde el aprovisionamiento de materiales hasta la entrega de productos acabados, se ve presionada para adaptarse. Los fabricantes necesitan mejorar los procesos de producción para cumplir plazos más ajustados. Los almacenes y los distribuidores necesitan soluciones flexibles de almacenamiento y cumplimiento para dar cabida a una mayor variedad de productos y satisfacer grandes volúmenes de pedidos con rapidez y precisión.
Estas presiones crean retos únicos para los almacenes modernos, pero también presentan oportunidades apasionantes.
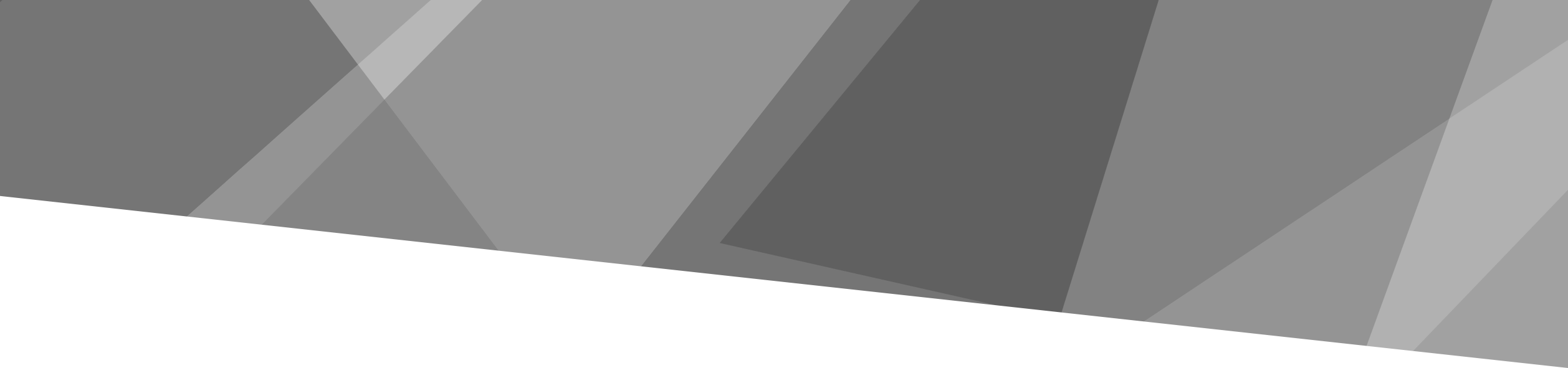
Retos del almacenamiento inteligente
Como componentes críticos de las cadenas de suministro integradas, los almacenes se enfrentan a numerosos retos. Estos retos ponen a prueba la resistencia y adaptabilidad de las operaciones de almacenamiento e impulsan la evolución continua hacia unas instalaciones más inteligentes y con mayor capacidad de respuesta.
- Escasez de mano de obra: Encontrar y retener a trabajadores cualificados para los puestos de trabajo físicamente exigentes de los almacenes es una preocupación creciente. Las tasas de rotación de empleados en los almacenes pueden llegar al 35%. La dependencia de mano de obra temporal y estacional crea inconsistencia y la necesidad de incorporar rápidamente a los nuevos empleados añade presión para reducir el tiempo de formación.
- Aumento del volumen de pedidos y de las referencias: El aumento de los pedidos de comercio electrónico está presionando a los almacenes para que amplíen su inventario y atiendan más pedidos en menos tiempo.
- Altas expectativas de los clientes en torno a los plazos de entrega: Los clientes esperan entregas más rápidas, una selección más amplia y un seguimiento de los pedidos en tiempo real. De hecho, el 56% de los compradores de entre 18 y 34 años esperan la entrega en el mismo día. Esto presiona a los almacenes para que aumenten la velocidad de procesamiento y entrega de los pedidos.
- Precisión en la preparación de pedidos: Los errores pueden provocar devoluciones, insatisfacción de los clientes y un aumento de los costes.
- Gestión del inventario: Unos datos de inventario inexactos pueden provocar roturas de existencias, retrasos y clientes descontentos.
- Mayor competencia: El auge del comercio electrónico ha intensificado la competencia, ya que las empresas compiten por fidelizar a sus clientes mediante tiempos de entrega más rápidos y costes más bajos.
Estrategias de almacenamiento inteligente que transforman los retos en oportunidades
A medida que evoluciona el comercio electrónico y se intensifican las expectativas de entrega rápida de los clientes, los almacenes deben innovar y adaptarse. La escalada de los volúmenes de pedidos, las expectativas de entregas a la velocidad del rayo y la creciente escasez de mano de obra cualificada son sólo algunos de los retos que deben afrontar los almacenes modernos.
Satisfacer estas demandas exige la máxima eficiencia y precisión. Sin embargo, los métodos tradicionales de almacenaje a menudo tienen dificultades para seguir el ritmo de la creciente presión por un cumplimiento más rápido.
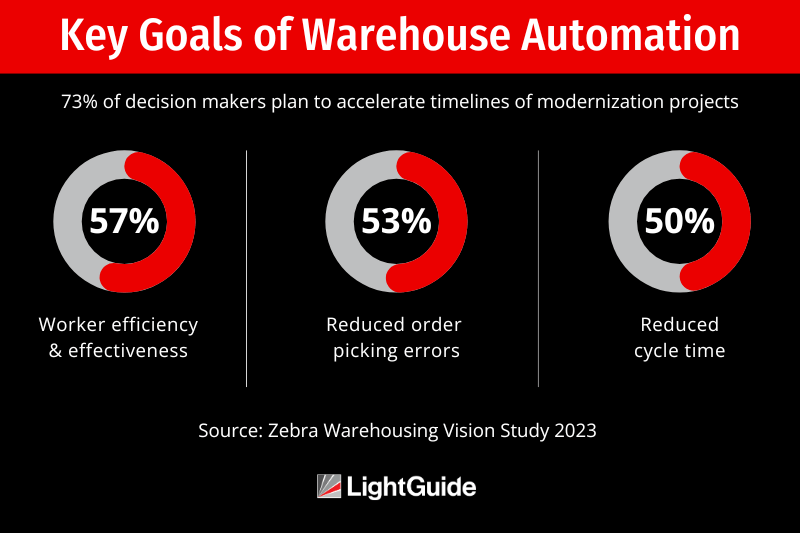
- La lentitud de los procesos de picking y embalaje provoca retrasos
- Los errores de picking frustran a los clientes y generan devoluciones
- Las tareas repetitivas y levantar objetos pesados causan lesiones en el lugar de trabajo
- La utilización ineficiente del espacio desperdicia una valiosa capacidad de almacenamiento
Para hacer frente a estos retos y aumentar la eficiencia, los responsables de los almacenes están acelerando las inversiones en tecnología para modernizar las operaciones y mejorar las capacidades humanas. Según el estudio Warehousing Vision Study de Zebra Technologies, el 80% de los responsables de la toma de decisiones coinciden en que invertir en nuevas tecnologías es esencial en los próximos cinco años. Creen que mejorar la velocidad, la precisión y la optimización de la mano de obra es crucial para seguir el ritmo de las demandas del comercio electrónico y garantizar la competitividad en una economía a la carta.
Exploremos algunas estrategias de almacenamiento inteligente que utilizan las empresas para mejorar la intralogística y aumentar la eficiencia.
ARTÍCULO RELACIONADO: Cómo mejorar la intralogística en la era del almacenamiento inteligente
Aproveche el poder de la automatización
En el vertiginoso entorno actual del comercio electrónico, la automatización desempeña un papel crucial en la racionalización de las operaciones de almacén y el aumento de la eficiencia. Los almacenes inteligentes recurren cada vez más a los sistemas de almacenamiento y recuperación automatizados (AS/RS), los sistemas de clasificación y los robots móviles autónomos (AMR) para gestionar la complejidad de los crecientes volúmenes de pedidos.
Aunque más del 80% de los almacenes carecen actualmente de soluciones de automatización, la inversión en esta tecnología se está acelerando. Según Supply & Demand Chain Executive, muchos expertos del sector creen que empezaremos a ver un aumento de la adopción en los próximos cinco años. Además, las previsiones de Research and Markets muestran que el mercado de la tecnología de automatización de almacenes podría crecer hasta los 37.600 millones de dólares en 2030.
Comprometerse en la planificación estratégica de la mano de obra
La automatización no elimina la necesidad de trabajadores humanos, simplemente cambia los tipos de funciones necesarias. La planificación estratégica de la mano de obra es crucial para optimizar el elemento humano en los almacenes inteligentes. Los datos obtenidos de los dispositivos IoT y del software de gestión de la mano de obra permiten a los jefes de almacén:
- Prever mejor la demanda de mano de obra
- Alinear los niveles de personal con las necesidades operativas
- Señale las tareas más adecuadas para la automatización de modo que los trabajadores se centren en actividades de mayor valor
Aumentar las capacidades humanas con tecnología
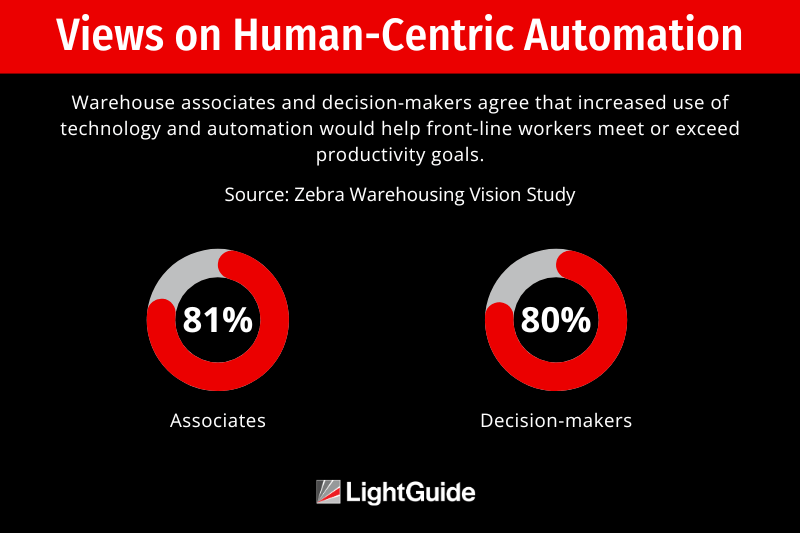
Aunque la automatización destaca en las tareas repetitivas, los trabajadores humanos siguen desempeñando un papel crucial en el almacenamiento inteligente. La tecnología puede utilizarse para aumentar las capacidades humanas, lo que conduce a un entorno de trabajo más productivo y libre de errores.
De hecho, el 77% de los encuestados en el estudio Warehousing Vision Study de Zebra Technologies coinciden en que la mejor forma de introducir la automatización es aumentar el número de trabajadores con tecnología. Por ejemplo, la realidad aumentada (RA) y las tecnologías para llevar puestas proporcionan acceso manos libres a información en tiempo real, lo que guía a los trabajadores hasta la ubicación correcta de los artículos, reduce los errores de picking y agiliza los flujos de trabajo.
ARTÍCULO RELACIONADO: Almacén RA: cómo la realidad aumentada está transformando la logística

Invertir en programas de mejora y reconversión profesional
Invertir en formación dota a los empleados de las habilidades necesarias para manejar y mantener las tecnologías de automatización. La formación cruzada permite a los trabajadores realizar diversas tareas dentro del almacén, aumentando la flexibilidad y garantizando la continuidad operativa incluso durante la escasez de personal.
Mejorar la agilidad ante las fluctuaciones del mercado
El panorama del comercio electrónico evoluciona constantemente y los almacenes deben ser adaptables. Con la ayuda de soluciones de almacenamiento inteligentes, las organizaciones pueden adaptarse dinámicamente a las fluctuaciones del mercado.
Los datos en tiempo real, habilitados por los sistemas de gestión de almacenes (SGA) y otras tecnologías de almacenamiento inteligente, facilitan la toma rápida de decisiones. Esto permite a los almacenes responder de forma proactiva a los cambios en los patrones de demanda, las interrupciones de la cadena de suministro o los pedidos urgentes.
Adoptando estas estrategias de almacenamiento inteligente, las empresas pueden satisfacer las demandas actuales al tiempo que se posicionan para el crecimiento futuro.
Tecnologías de almacenamiento inteligente que transforman la logística

Los almacenes inteligentes aprovechan una serie de tecnologías para hacer frente a los retos operativos. La automatización y la robótica de los almacenes, junto con la inteligencia aumentada y el Internet de las cosas (IoT), agilizan los procesos, minimizan los errores y optimizan la manipulación de materiales. Exploremos algunas de las tecnologías clave que están revolucionando el futuro del almacenamiento inteligente.
Sistemas de gestión de almacenes (SGA)
Un sistema de gestión de almacenes actúa como el cerebro de un almacén inteligente, supervisando y racionalizando todos los aspectos de las operaciones de almacén. Estos sistemas proporcionan visibilidad en tiempo real de los niveles de inventario, el estado de cumplimiento de los pedidos y la asignación de recursos. Indican a los robots dónde tienen que ir, mejoran las rutas de picking y garantizan que siempre haya suficiente inventario a mano.
- Gestión de operaciones de almacén: El SGA gestiona el flujo de mercancías desde la recepción hasta la recogida, el embalaje y el envío. Esto incluye la generación de listas de recogida y etiquetas de envío y el seguimiento de la ubicación del inventario dentro del almacén.
- Gestión de la mano de obra: El SGA puede asignar tareas a los trabajadores del almacén basándose en las previsiones de carga de trabajo y demanda. También puede realizar un seguimiento del rendimiento de los trabajadores e identificar áreas de mejora.
- Optimización del espacio: El sistema ayuda a optimizar la distribución del almacén sugiriendo las mejores ubicaciones para los distintos artículos en función de su tamaño, peso y frecuencia de acceso. Esto ayuda a maximizar la capacidad de almacenamiento y a agilizar las rutas de picking.
- Integración con otros sistemas: un WMS también puede integrarse con otros sistemas, como instrucciones de trabajo de RA digitales y instrucciones de trabajo de RA, escáneres instrucciones de trabajo de RA códigos de barras portátiles y sistemas robóticos automatizados.
- Informes y análisis: El SGA proporciona valiosos informes sobre las métricas de rendimiento del almacén, como la precisión de la preparación de pedidos, los tiempos de cumplimiento de los pedidos y la utilización del espacio del almacén. Estos informes ayudan a identificar áreas de mejora y a optimizar las operaciones del almacén.
Sistemas de gestión de inventarios (SGI)
Los sistemas de gestión de inventarios aprovechan los datos en tiempo real para garantizar que siempre se dispone del inventario adecuado.
- Seguimiento del nivel de existencias: El SGI mantiene un registro en tiempo real de la cantidad de cada artículo en el almacén. Esto permite una mejor visibilidad de los niveles de inventario y ayuda a evitar las roturas de stock o el exceso de existencias.
- Previsión de la demanda: El sistema puede analizar los datos históricos de ventas e identificar tendencias para predecir la demanda futura de productos específicos. Esta información garantiza un stock suficiente al tiempo que evita el coste innecesario de mantener un exceso de inventario, liberando así un valioso espacio de almacén y capital.
- Gestión de los puntos de pedido: El SGI puede calcular los puntos de pedido, es decir, el nivel mínimo de existencias al que debe hacerse un nuevo pedido para evitar que se agoten las existencias. Esto ayuda a mantener niveles óptimos de inventario y a evitar interrupciones en el proceso de cumplimiento.
- Valoración y cálculo de costes del inventario: El sistema también puede realizar un seguimiento del coste de las mercancías y ayudar a calcular el valor del inventario en un momento dado.
- Informes y análisis del inventario: Un SGI puede generar informes sobre diversos aspectos del inventario, como las tendencias de los movimientos de existencias, la popularidad de los productos y los índices de rotación del inventario.
Internet de los objetos (IoT)
El Internet de las cosas (IoT) mejora las operaciones de almacén mediante la creación de una red de dispositivos y sensores interconectados que recopilan y comparten datos para permitir la automatización y optimizar los procesos intralogísticos para una mayor eficiencia.
El IoT sirve de puente para conectar varios sistemas digitales dentro del almacén, desde los sistemas de gestión de almacenes y los sensores en las estanterías hasta los dispositivos vestibles. Esta conectividad garantiza que los datos fluyan sin problemas entre los sistemas, lo que permite una toma de decisiones más coordinada y basada en datos.
He aquí algunas otras capacidades fundamentales que permite la IoT en el entorno de un almacén:
- Gestión del inventario en tiempo real: Los dispositivos IoT, como las etiquetas RFID y los sensores, se fijan a los artículos del inventario, los palés o las estanterías. Esto permite realizar un seguimiento en tiempo real de los niveles de existencias y las ubicaciones. Por ejemplo, las estanterías inteligentes equipadas con sensores de peso pueden reordenar automáticamente las existencias cuando los niveles son bajos.
- Supervisión de las condiciones ambientales: Los sensores integrados en las zonas de almacenamiento pueden controlar las condiciones que afectan a la calidad del producto, como la temperatura, la humedad y la exposición a la luz. Esto es especialmente crucial en los almacenes que guardan artículos delicados como alimentos, productos farmacéuticos o productos químicos.
- Mejor seguimiento y utilización de los activos: La tecnología IoT también realiza un seguimiento de los equipos y vehículos utilizados en el almacén, como carretillas elevadoras y robots móviles automatizados. Al supervisar el uso y el estado de estos activos en tiempo real, los almacenes inteligentes pueden optimizar su despliegue, programar el mantenimiento de forma más eficaz y reducir el tiempo de inactividad.
- Mayor seguridad de los trabajadores: Los sensores portátiles pueden supervisar la ubicación y la actividad de los trabajadores en relación con los robots, ayudando a identificar posibles riesgos para la seguridad.
- Mantenimiento predictivo: Al recopilar y analizar los datos de la maquinaria y los equipos, los dispositivos IoT pueden predecir cuándo es necesario el mantenimiento. Esto ayuda a los almacenes inteligentes a evitar averías inesperadas y mantener un funcionamiento continuo.
Big Data, Inteligencia Artificial (IA) y Aprendizaje Automático (AM)
Los datos son la savia del almacenamiento inteligente. Los sensores y los dispositivos IoT generan datos en tiempo real sobre los niveles de inventario, el rendimiento de los equipos y la actividad de los trabajadores. La IA analiza estos datos para predecir tendencias, optimizar las rutas de picking y gestionar los recursos con mayor eficacia. Los algoritmos de aprendizaje automático aprenden continuamente de los datos e identifican áreas de mejora.
- La previsión de la demanda anticipa las necesidades de inventario y evita la falta de existencias
- La IA optimiza las rutas de preparación de pedidos y la distribución del almacén para lograr la máxima eficacia
- Los datos en tiempo real de los sensores rastrean la ubicación y el movimiento de las mercancías
- Los cuadros de mando interactivos y las pantallas visuales permiten a los trabajadores disponer de datos en tiempo real sobre los niveles de inventario y el estado de cumplimiento de los pedidos
Automatización de almacenes y tecnologías robóticas

El auge del comercio electrónico y la demanda cada vez mayor de un cumplimiento más rápido han impulsado la rápida adopción de tecnologías de automatización de almacenes. Estas tecnologías se presentan en diversas formas, cada una de ellas dirigida a necesidades intralogísticas específicas. Algunos ejemplos clave de tecnologías de automatización y robótica utilizadas en los almacenes inteligentes son:
Sistemas de almacenamiento y recuperación automatizados (AS/RS)
Los sistemas de almacenamiento y recuperación automatizados son una tecnología clave utilizada en los almacenes inteligentes. Estos sistemas suelen funcionar bajo el control de un sistema de gestión de almacenes y utilizan robots y mecanismos controlados por ordenador para almacenar y recuperar mercancías.
En los almacenes inteligentes, los AS/RS se integran a menudo con otras soluciones automatizadas como vehículos de guiado automático, robots móviles autónomos y sistemas de transporte avanzados que transportan los artículos hacia y desde los AS/RS. Esta integración permite un flujo fluido de mercancías a través del almacén, minimizando los retrasos y los cuellos de botella.
Al maximizar la densidad de almacenamiento, estos sistemas reducen significativamente el espacio de suelo necesario, lo que permite una rápida recuperación y almacenamiento de los artículos y, en última instancia, un cumplimiento más rápido.
Vehículos de guiado automático y robots móviles autónomos
Los vehículos de guiado automático y los robots móviles autónomos son los caballos de batalla de los almacenes inteligentes modernos, ya que desempeñan un papel fundamental en los procesos de manipulación de materiales.
La creciente demanda de eficiencia y productividad, sobre todo en la era del comercio electrónico, está impulsando la rápida adopción de estos robots. De hecho, se prevé que los vehículos de guiado automático y los robots móviles autónomos sean una fuerza significativa en la automatización de almacenes, constituyendo cerca de una cuarta parte de los 4 millones de robots de almacenes comerciales que se prevé instalar para 2027.
Los vehículos de guiado automático y los robots móviles autónomos mejoran la eficacia y la productividad automatizando el transporte interno de mercancías. Esto acelera la manipulación de materiales, reduce los tiempos de tránsito y permite a los trabajadores humanos centrarse en tareas más complejas.
Vehículos de guiado automático (AGV)
Los AGVs predefinen recorridos en un almacén utilizando sistemas de guiado físicos o marcadores para navegar por su entorno. Esto los hace altamente predecibles y fiables para tareas repetitivas. Suelen utilizarse para transportar cargas pesadas en grandes instalaciones. Entre sus usos más comunes se incluyen el transporte de materias primas a las líneas de producción, el traslado de productos a las zonas de almacenamiento o el transporte de productos acabados a los muelles de embarque.
Robots móviles autónomos (AMR)
Los AMR son robots de navegación automática que pueden transportar mercancías de forma eficiente dentro del almacén. A diferencia de los AGV, los AMR no necesitan rutas predefinidas para navegar por un almacén. Utilizan sensores, cámaras y tecnologías cartográficas para navegar por el almacén y pueden alterar sus trayectorias en tiempo real para evitar obstáculos, elegir las rutas más eficientes y adaptarse a los cambios en la disposición del almacén. Los AMR son especialmente útiles en los centros de cumplimiento de comercio electrónico y pueden trabajar junto a los operarios humanos para reducir su carga de trabajo y mejorar la productividad.
Sistemas de clasificación automatizados
Los sistemas de clasificación automatizada identifican y clasifican automáticamente los productos en un sistema transportador y los dirigen a diversas ubicaciones del almacén en función de criterios específicos. A medida que los artículos se desplazan por el transportador, se identifican mediante escáneres de códigos de barras, lectores RFID o tecnologías de reconocimiento óptico. Una vez identificados, los sistemas inclinan, pivotan, empujan o dejan caer los artículos para desviarlos a donde deben ir.
Los sistemas de clasificación automatizados pueden procesar miles de artículos por hora, lo que los convierte en un componente fundamental de los almacenes inteligentes. Esta capacidad de procesamiento rápido es esencial en entornos de gran volumen como los centros de cumplimiento de comercio electrónico, donde los pedidos de los clientes deben procesarse rápidamente para cumplir las expectativas de entrega.
Robots colaborativos
Los robots colaborativos (o cobots) están diseñados para ayudar a los trabajadores humanos a realizar tareas repetitivas, extenuantes o que requieren precisión, como la recogida, el embalaje y el paletizado. Esto permite a los trabajadores humanos centrarse en actividades más complejas y de valor añadido que requieren habilidades humanas como la resolución de problemas, el control de calidad, el mantenimiento y la supervisión.
Tecnologías "mercancía a persona" (GTP)
En lugar de que los trabajadores se desplacen de un lugar a otro para recoger los artículos (un método tradicional conocido como "de persona a mercancía"), las tecnologías de mercancía a persona llevan los artículos directamente al puesto de trabajo en el que se encuentra una persona. Los sistemas GTP suelen utilizar una combinación de sistemas automatizados de almacenamiento y recuperación, cintas transportadoras y lanzaderas robotizadas para recuperar los artículos y entregarlos en una estación fija. Los trabajadores permanecen en sus puestos y se centran en tareas de valor añadido, lo que optimiza la seguridad y la productividad.
Tecnología portátil

Los almacenes inteligentes están adoptando las tecnologías vestibles para empoderar a su mano de obra humana mejorando la movilidad de los trabajadores. Estos dispositivos liberan las manos de los trabajadores y se integran a la perfección con los sistemas de gestión de almacenes para proporcionar a los empleados acceso directo a los datos del sistema y orientación en tiempo real para un procesamiento de pedidos más rápido y preciso. Un gran ejemplo de tecnología vestible en los almacenes inteligentes son los lectores de códigos de barras vestibles.
Los escáneres de códigos de barras portátiles, como los que ofrece ProGlove, mejoran significativamente la eficacia y la precisión de las tareas de almacén. Estos dispositivos ergonómicos permiten a los trabajadores acceder a información crucial y realizar tareas de escaneado sobre la marcha, en cualquier lugar del almacén. Al integrar los escáneres portátiles en las operaciones diarias, los almacenes inteligentes pueden agilizar los flujos de trabajo, reducir el tiempo dedicado a la introducción manual de datos y aumentar la precisión del seguimiento del inventario y el procesamiento de pedidos.
Almacén Realidad Aumentada (RA)

Imaginen a los trabajadores de un almacén recibiendo instrucciones y orientación en tiempo real, superpuestas directamente sobre su entorno físico, mientras se desplazan por las instalaciones. Almacén RA capacita a los trabajadores superponiendo información digital, como instrucciones de recogida y ubicación del inventario, sobre el mundo físico, mejorando las tareas clave de manipulación de materiales en cuanto a velocidad y precisión.
El uso de la RA para la guía visual capacita a los trabajadores del almacén de varias maneras:
- Aumente la eficacia y la precisión: La tecnología de RA puede trazar las rutas más eficientes y seguras para el personal del almacén. Al resaltar con precisión la ubicación de los artículos dentro del almacén y ofrecer una guía detallada de recogida y colocación, la RA minimiza la pérdida de tiempo, reduce la posibilidad de errores y acelera el cumplimiento de los pedidos.
- Optimice los flujos de trabajo de manipulación de materiales y las rutas de picking: Desde la recepción hasta el envío, la tecnología de RA proyectada puede guiar a los asociados del almacén a través de las actividades de estiba, recogida, embalaje y puesta en escena.
- Puesta en escena eficaz en los muelles de embarque: La guía AR optimiza el proceso de puesta en escena en los muelles de embarque, garantizando que las mercancías se organicen sistemáticamente en la secuencia correcta y estén listas para el transporte.
- Reduzca la carga cognitiva y el estrés de los trabajadores: Al79% de los trabajadores de almacén les preocupa la gestión de la carga de trabajo y los altos niveles de estrés. La RA libera espacio mental para los trabajadores, permitiéndoles concentrarse más plenamente en la tarea que tienen entre manos. Esta reducción de la carga cognitiva conlleva menos fatiga, menos errores y una mayor satisfacción general en el trabajo.
- Mejore la seguridad de los trabajadores: La RA mejora la seguridad de los trabajadores en los almacenes proporcionando alertas de peligro en tiempo real y orientación por rutas seguras. Al integrarse con los sistemas del almacén y los sensores de los vehículos, la RA ofrece alertas de proximidad y prevención de colisiones, guiando a los trabajadores por rutas seguras y ayudándoles a evitar las zonas de mucho tráfico.
DESCARGA GRATUITA Su guía de la realidad aumentada para almacenes [Acceda ahora]
LightGuide AR: un ejemplo de Almacén RA acción
SpotGuideAR LightGuide es un excelente ejemplo de cómo la realidad aumentada puede optimizar las operaciones de almacén. Esta tecnología de RA se integra a la perfección con los escáneres de códigos de barras portátiles de ProGlove, creando una potente combinación para optimizar la manipulación de materiales.
Mediante el uso de tecnología de proyección avanzada, LightGuide RA dirige LightGuide RA a los trabajadores a ubicaciones específicas dentro del almacén. Al mismo tiempo, los escáneres portátiles de ProGlove proporcionan información crítica, como números de pieza, cantidades y ubicaciones de almacenamiento, directamente a las manos de los trabajadores. Este enfoque combinado garantiza que los trabajadores dispongan de la información adecuada, exactamente donde la necesitan.
Además, LightGuide RA se integra con sensores 3D para confirmar las selecciones de contenedores y proporciona retroalimentación háptica a través de los dispositivos portátiles ProGlove: una sutil vibración alerta al usuario si se alcanza un contenedor incorrecto, lo que evita errores y perfecciona aún más los flujos de trabajo.
El elemento humano en el almacenamiento inteligente
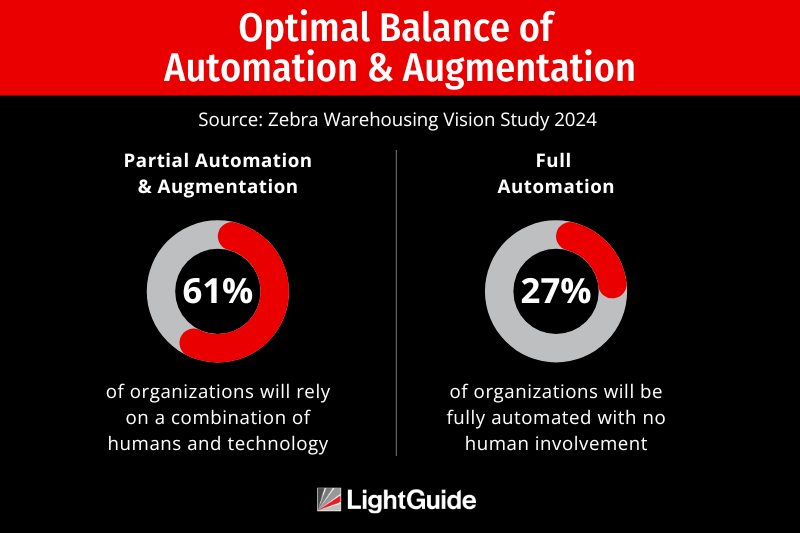
El auge de la automatización de almacenes podría llevar a algunos a pensar que los trabajadores humanos se están quedando obsoletos. Sin embargo, un hallazgo clave del estudio Warehousing Vision Study de Zebra Technologies revela una realidad diferente:
Mientras que el 27% de los responsables de la toma de decisiones planean utilizar la automatización total para 2024, la mayoría (61%) confiará en un enfoque de colaboración hombre-máquina. Este hallazgo pone de relieve un futuro en el que la tecnología aumenta las capacidades humanas, en lugar de sustituirlas.
El estudio también encontró una fuerte alineación entre los asociados del almacén y los responsables de la toma de decisiones en lo que respecta al papel de la tecnología. Un asombroso 73% de los responsables de la toma de decisiones afirmaron que proporcionar tecnología a los trabajadores de primera línea es una prioridad máxima, y el 83% de los trabajadores de almacén afirmaron sentirse más capacitados con el acceso a la tecnología y la automatización.
Como puede ver, la automatización de almacenes no consiste simplemente en sustituir a los trabajadores, sino en dotarles de las herramientas que necesitan para prosperar. Al fomentar un entorno de colaboración y planificar estratégicamente su mano de obra, los almacenes inteligentes pueden utilizar los puntos fuertes tanto de los humanos como de la tecnología. Exploremos cómo se consigue esto:
- Colaboración hombre-máquina: Mientras que los robots destacan en las tareas repetitivas, los humanos aportan pensamiento crítico, resolución de problemas y capacidad de toma de decisiones. Los trabajadores humanos pueden manejar excepciones, gestionar situaciones inesperadas y garantizar el buen funcionamiento de los sistemas automatizados.
- Aumento de las capacidades humanas: La tecnología actúa como multiplicador de las capacidades humanas. La realidad aumentada y los dispositivos vestibles pueden mejorar la productividad y la seguridad de los trabajadores al proporcionarles un acceso manos libres a la información y las instrucciones. Además, las herramientas impulsadas por IA pueden ayudar con tareas complejas, permitiendo a los trabajadores centrarse en actividades de mayor nivel.
- Planificación estratégica de la mano de obra: La automatización no elimina la necesidad de trabajadores humanos, simplemente cambia los tipos de funciones necesarias. La planificación estratégica de la plantilla permite a los almacenes identificar las tareas más adecuadas para la automatización y las que requieren capacidades humanas.
Ventajas del almacenamiento inteligente
La implantación de tecnologías y estrategias de almacén inteligentes crea una ventaja competitiva para las empresas en el vertiginoso panorama de la logística. Esto se consigue gracias a numerosas ventajas, como una mayor eficiencia, precisión y capacidad de respuesta.
#1 Mejor aprovechamiento del espacio
Cada metro cuadrado de un almacén es un bien inmueble valioso. Los almacenes inteligentes utilizan soluciones de almacenamiento inteligentes y disposiciones optimizadas para aprovechar al máximo el espacio. Los sistemas de estanterías altas y los carruseles de almacenamiento vertical permiten almacenar mercancías de forma eficiente en un espacio reducido.
Además, los sistemas de gestión de almacenes pueden analizar los datos históricos y las características de los productos para optimizar las rutas de picking y la colocación de los artículos, minimizando el espacio desperdiciado y el tiempo de desplazamiento de los trabajadores del almacén. Al maximizar la utilización del espacio, los almacenes inteligentes pueden almacenar más inventario sin ampliar su huella física, reduciendo los costes de almacenamiento y mejorando la eficiencia general.
#2 Mayor eficacia operativa
Los almacenes tradicionales, carentes de tecnologías inteligentes, ven cómo una parte significativa de las operaciones diarias se consume en tareas de picking, embalaje y expedición. Estos procesos manuales pueden consumir mucho tiempo y ser propensos a errores, con una parte significativa del tiempo de picking desperdiciado en desplazamientos entre ubicaciones.
Lo revela una investigación de Amware Fulfillment: El tiempo de desplazamiento es el enemigo de la eficacia en la preparación de pedidos. Puede suponer hasta la mitad del tiempo total de picking y retrasar el cumplimiento de los pedidos.
Mediante la automatización de las tareas repetitivas y la racionalización de los flujos de trabajo, los almacenes inteligentes minimizan la pérdida de tiempo y el esfuerzo de los empleados del almacén, lo que se traduce en un cumplimiento más rápido de los pedidos, mayores tasas de entrega a tiempo y menores gastos operativos.
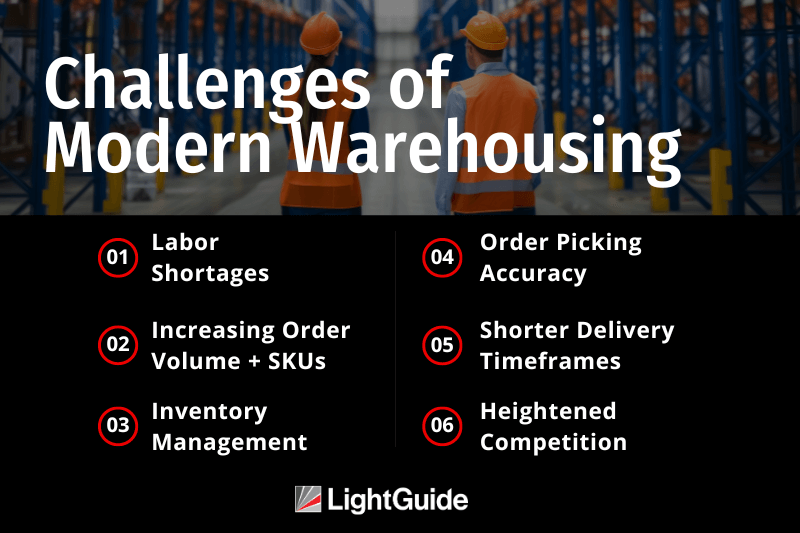
#3 Reducción de errores
Los almacenes están llenos de procesos intrincados, cada uno con el potencial de cometer errores. Según una encuesta realizada a 200 minoristas por el proveedor de tecnología de gestión de inventarios Stitch Labs, dos tercios (63%) de los problemas de inventario o de cumplimiento se deben a errores humanos derivados de la gestión manual de los procesos.
La manipulación de materiales es especialmente propensa a cometer errores. Los errores de picking, que cuestan una media de 20-60 dólares, pueden acumularse rápidamente y erosionar la rentabilidad con el tiempo. Las investigaciones sugieren que las empresas gastan el 20% de su presupuesto operativo en abordar y rectificar los errores humanos.
Los almacenes inteligentes minimizan estos errores utilizando tecnologías avanzadas y automatización para capacitar a los trabajadores. Los datos en tiempo real sobre los niveles de inventario y la ubicación de los productos guían a los trabajadores a través del proceso de surtido, garantizando selecciones precisas.
#4 Mayor visibilidad operativa para una mejor toma de decisiones
Los almacenes inteligentes utilizan una red de sensores, etiquetas RFID y otras tecnologías interconectadas para proporcionar datos y perspectivas en tiempo real sobre los niveles de inventario, el rendimiento de la mano de obra y las operaciones generales del almacén. Esta transparencia permite tomar mejores decisiones sobre las operaciones del almacén, la asignación de recursos y las estrategias generales de gestión del inventario.
#5 Mayor agilidad y escalabilidad
Los conocimientos basados en datos permiten a los almacenes inteligentes anticiparse a las fluctuaciones de la demanda y adaptar sus operaciones, lo que se traduce en tiempos de respuesta más rápidos y una mayor satisfacción del cliente.
#6 Mano de obra capacitada
Mediante la implantación de tecnologías de automatización y aumento de la colaboración, los almacenes inteligentes pueden agilizar las tareas repetitivas y físicamente exigentes. Esto libera un valioso potencial humano, permitiendo a los trabajadores centrarse en actividades de mayor valor que requieren pensamiento crítico y capacidad para resolver problemas. Algunos ejemplos son la gestión de pedidos complejos, la supervisión de los procesos de cumplimiento y la garantía del control de calidad. Este cambio empodera a los trabajadores, fomenta el compromiso y contribuye a un funcionamiento más eficiente y adaptable del almacén.
#7 Seguridad mejorada
Los almacenes inteligentes mejoran significativamente la seguridad de los trabajadores, una preocupación crítica en una industria en la que la Oficina de Estadísticas Laborales de EE. UU. informó de aproximadamente 5,5 lesiones en el lugar de trabajo por cada 100 empleados a tiempo completo en 2021. He aquí cómo:
- Mejoras de seguridad basadas en datos: Los almacenes inteligentes utilizan análisis de datos para supervisar y analizar las condiciones del lugar de trabajo. Al identificar patrones y señalar áreas con alto riesgo de accidentes, los responsables pueden aplicar proactivamente cambios en los flujos de trabajo y los procesos. Esto podría incluir la reorganización de la distribución del almacén para reducir la congestión o la modificación de la asignación de tareas para limitar la exposición a condiciones peligrosas.
- Robótica para tareas peligrosas: La robótica desempeña un papel fundamental en la reducción del esfuerzo físico de los trabajadores humanos al hacerse cargo de tareas agotadoras y repetitivas. Por ejemplo, los robots pueden encargarse de levantar, mover y clasificar mercancías pesadas, que son fuentes habituales de lesiones en los entornos de almacenamiento tradicionales.
- Rutas de picking guiadas por AR: Los sistemas AR proyectan advertencias visuales y barreras directamente en el campo de visión de los trabajadores, destacando peligros como carretillas elevadoras en movimiento y AMR.
#8 Gestión eficaz del inventario
El auge del comercio electrónico ha amplificado la necesidad de una gestión precisa del inventario. La visibilidad de los datos que ofrecen los sistemas de almacén inteligentes permite a los proveedores proporcionar a los clientes información precisa y en tiempo real sobre la disponibilidad de los productos. Además, estos sistemas pueden aprovechar los datos históricos de ventas y los análisis para predecir la demanda futura y minimizar las roturas de stock.
#9 Mayor satisfacción y fidelidad del cliente
El cumplimiento puntual y preciso de los pedidos conduce a una mayor satisfacción. Esta fiabilidad atrae a clientes que repiten, impulsa las críticas positivas y aumenta las ventas, impulsando directamente la rentabilidad.
#10 Costes de explotación reducidos
Minimizar los costes operativos de un almacén requiere un enfoque estratégico que utilice tecnología innovadora y recursos humanos cualificados. Los almacenes inteligentes lo consiguen optimizando los procesos en cada fase. Los sistemas inteligentes minimizan los errores y los esfuerzos sin valor añadido, mientras que la disposición optimizada de los almacenes maximiza la utilización del espacio, reduciendo la necesidad de más metros cuadrados.
Al combinar la capacidad humana con la automatización inteligente, los almacenes inteligentes mejoran la asignación de recursos y reducen los gastos operativos generales, lo que permite a las empresas centrarse en el crecimiento y la rentabilidad.
Mirando hacia el futuro: El futuro del almacenamiento inteligente
El futuro del almacenamiento es sin duda inteligente, utilizando sistemas inteligentes e interconectados para crear una cadena de suministro más eficaz, adaptable y centrada en el cliente.
Impulsado por los rápidos avances tecnológicos y las cambiantes demandas del mercado, el almacenamiento inteligente seguirá evolucionando. Los nuevos avances en robótica e inteligencia aumentada ampliarán los límites de la eficiencia y la capacidad de respuesta, permitiendo una gestión inteligente del inventario y el cumplimiento de los pedidos. Estas innovaciones permitirán a los almacenes inteligentes lograr un cumplimiento más rápido de los pedidos, una mayor precisión y una ventaja competitiva más sólida.
Si aceptan el cambio, invierten en las tecnologías adecuadas y mejoran la cualificación de sus empleados, los jefes de almacén podrán seguir siendo competitivos en el vertiginoso mundo de la distribución bajo demanda.
¿Listo para revolucionar su almacén con tecnología punta?
Póngase en contacto con nosotros hoy mismo para descubrir el poder transformador de Almacén RA LightGuide.